1、配置轴工艺对象
(1)打开博途软件,新建项目,插入PLC设备,在项目导航目录Technologyobjects下双击“Addnewobjects"添加轴工艺对象。
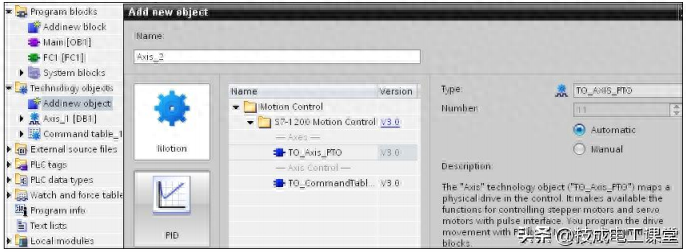
图1-1添加轴工艺对象
(2)在“Basicparameters”的“General”中设置如下:
定义轴名称:Axis_1
根据设备配置选择脉冲接口
选择长度单位:mm
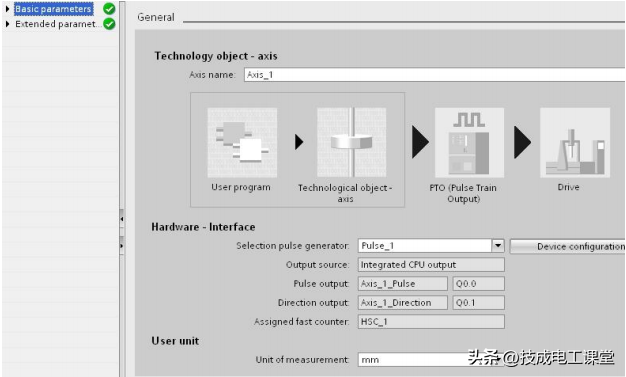
图1-2基本参数设置
(3)在“Extedparameters”的“Drivesignals”中设置如下:
用于使能被“MC_Power”功能块控制的伺服驱动的使能输出号:son
▶选择伺服准备好的输入信号:rd
如果伺服驱动器不提供准备好信号,在此输入TRUE。
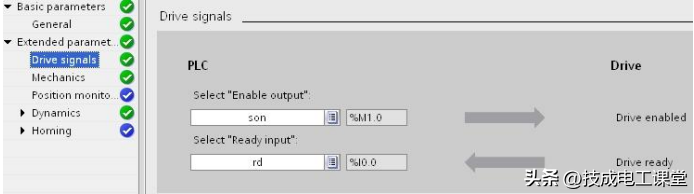
图1-3使能信号配置
(4)在“Extedparameters"的“Mechanics”中设置如下:
▶电机每转一圈的脉冲数量:10000
▶电机转--圈的路径长度:10mm
▶方向反向:调换运行方向
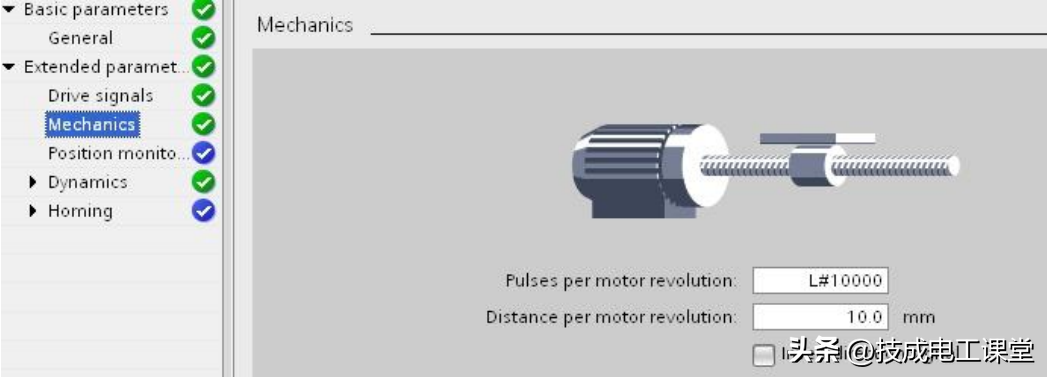
图1-4设置机械参数
(5)在“Extedparameters”的“Positionmonitoring”中设置如下:
▶使能硬件及软件限位开关
▶按照接线图,定义硬件限位开关并指定闭合有效还是打开有效
▶定义软件限位的位置值
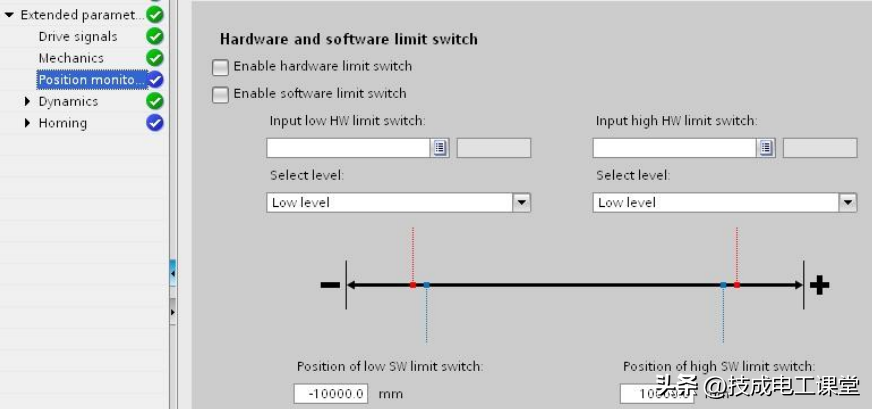
图1-5设置限位
如果轴已回零,它可在软件限位开关设置的范围内运动。当到达软件限位开关时,轴减速停止。如果轴未回零当轴运行碰到硬件限位开关时,将使轴以紧急停止减速度停止。
(6)在“Extedparameters”的“Dynamicgeneral”中设置如下:
▶输入最大速度(pulses/seconds)
▶输入允许的起动、停止速度(pulses/second)
▶输入加速度及减速度(mm/s2),也可输入起动及停止时间秒数
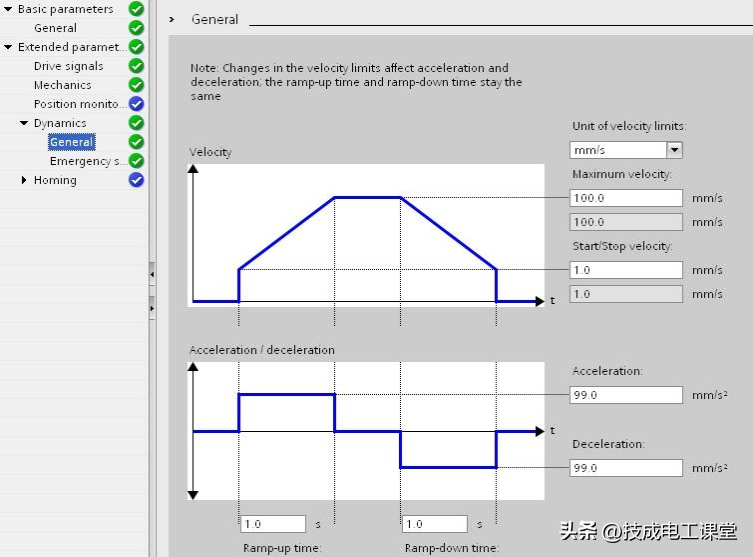
图1-6动态特性设置
(7)在“Extedparameters”的“Dynamicemergencystop”中设置如下:
▶输入当轴碰到硬件限位开关或通过"MC_Power"功能块去使能时的紧急停止减速度或轴停止时间。
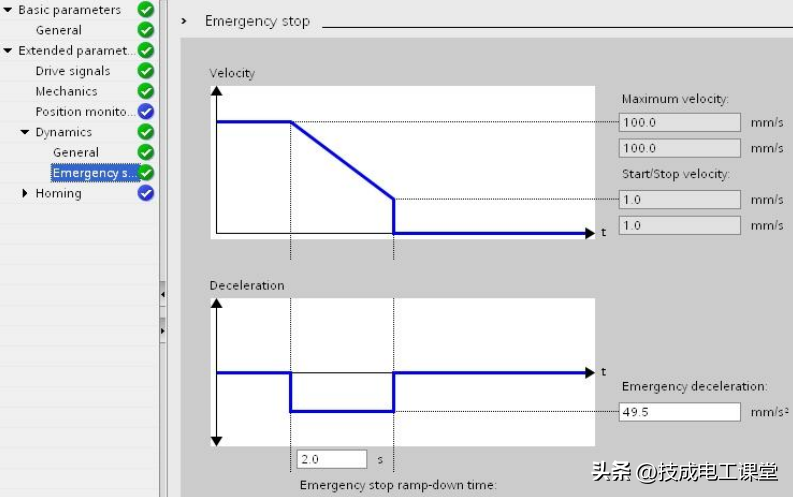
图1-7急停设置
(8)在“Extedparameters”的“Homing”中设置如下:
▶回零相关参数

图1-8回零设置
2、控制面板调试
对轴配置完成后,可通过控制面板进行调试,确认电机使能信号、限位信号的好坏,确认电机的旋转方向。双击“Technologyobjects”下面轴的“Commissioning”可打开轴的控制面板:

图2-1打开控制面板
(1)用Jogmode运行轴定义运行速度,加速度,减速度。
(2)进入Homing模式
指定零点位置及加速度,减速度
开始回零。
轴按照定义的方向运动直到检测到回零开关或硬件限位开关。当检测到回零开关的下降沿时,轴停止并将当前位置设置为定义的零点位置值。
(3)进入Positioning模式
指定速度及加速度,减速度
按照指定路径“Path”(+/-),控制轴相对运动。
按照指定的目标位置“Target”(+/-),控制轴绝对运动。
请注意:当轴回零后才可以运行绝对定位。
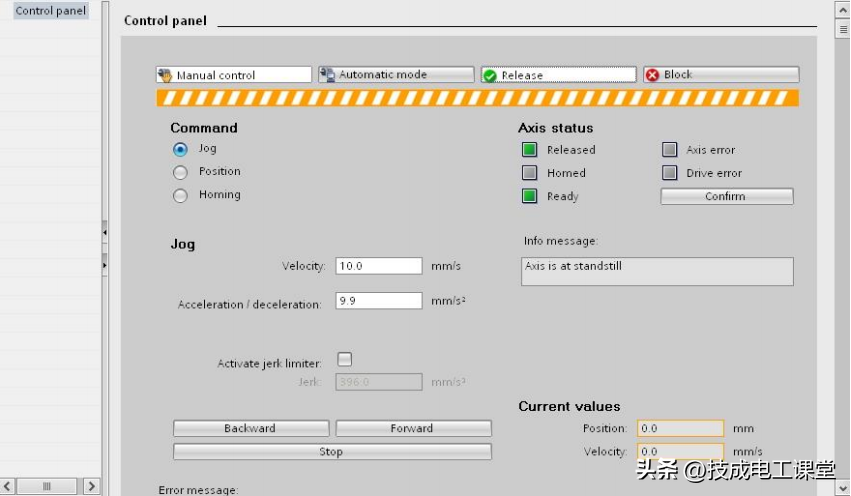
图2-2用控制面板调试轴
还可以对轴进行诊断,双击“Technologyobjects"下面轴的“Diagnostics”可打开轴的诊断画面,当CPU在线时,可看到当前的状态及错误信息,如图2-3所示。
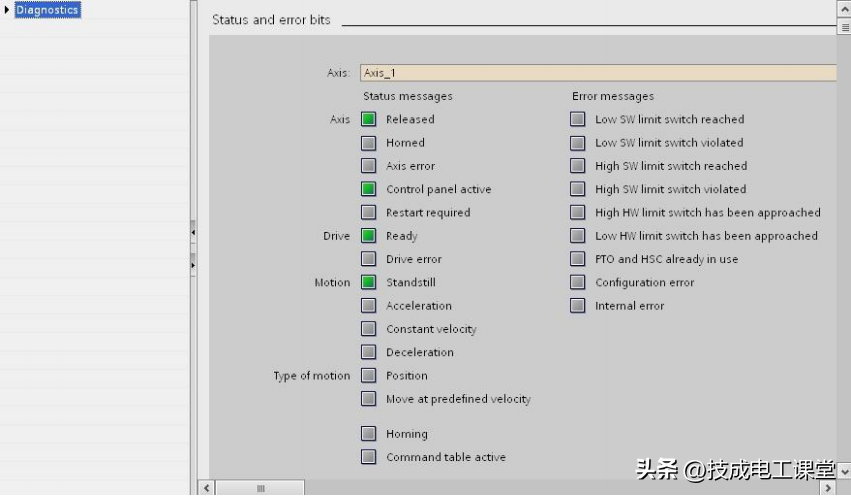
图2-3诊断信息
3、运动控制程序
编写运动控制程序,可实现S7-1200PLC对V90的运动控制。如图3-1,3-2所示。
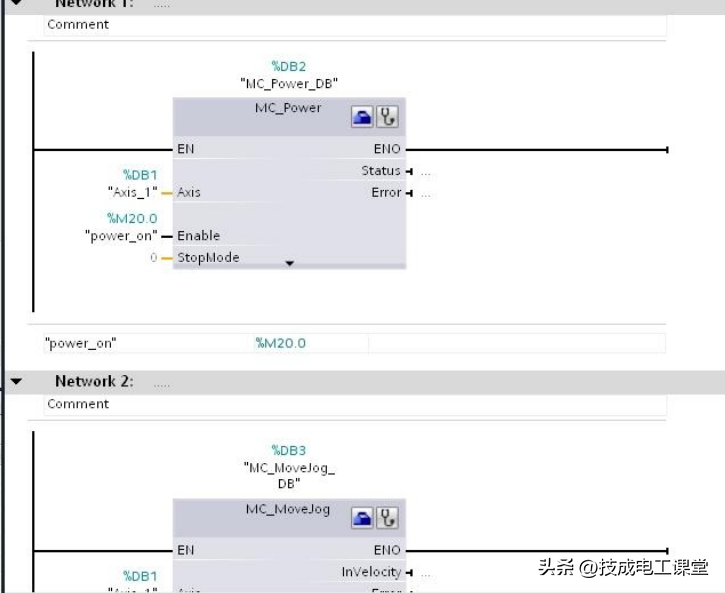
图3-1运动控制程序
S7-1200PLC控制V90PTI模式的控制信号变量表:
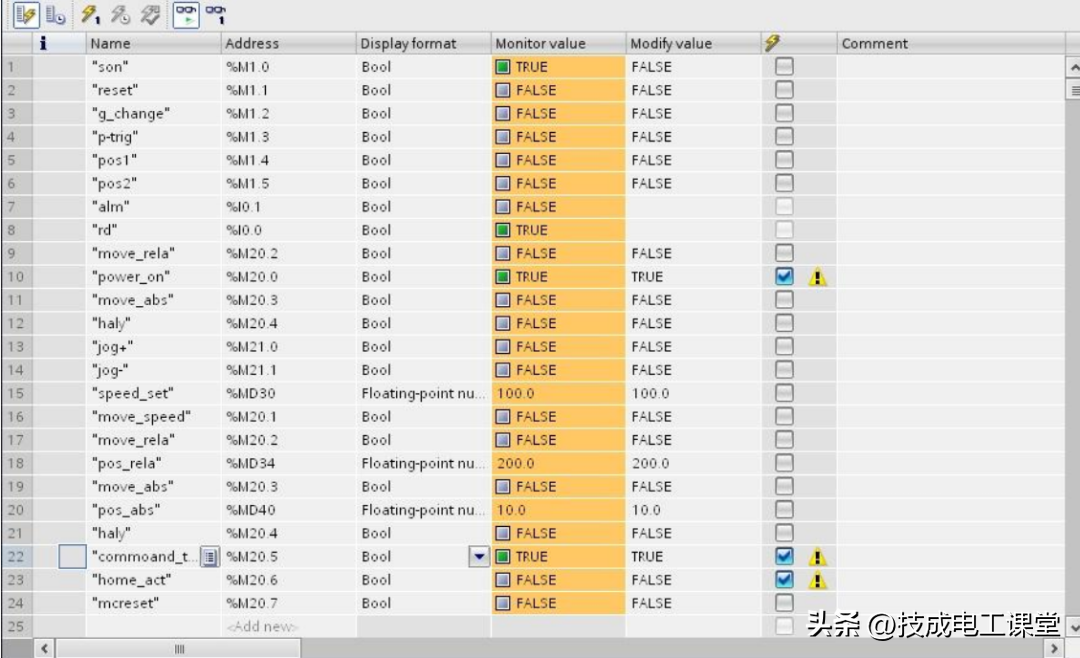
图3-2运动控制信号变量表
如何获取电气热门资料?
操作指引如下!