1.定位控制的目的与用途
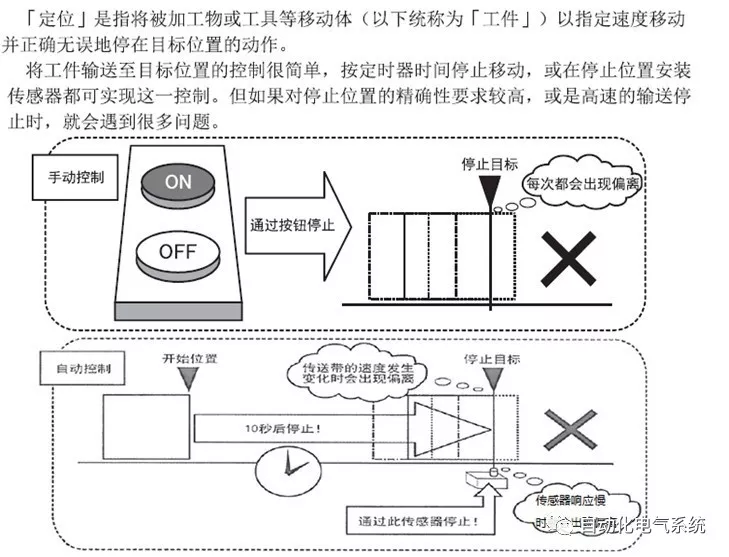
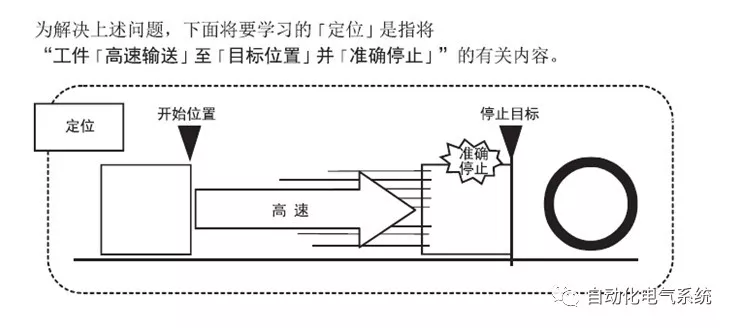
1.1什么是定位控制
主要内容
1.定位控制的目的与用途
2.简易运动模块QD77的规格与功能
3.数据的种类
4.通过GXWorks2实施测试运行
5.通过顺控程序实施1轴的定位运行
6.通过顺控程序实施2轴的定位运行
7.通过顺控程序实施的同步运行
---------------------------------------------------
1.定位控制的目的与用途
1.1什么是定位控制
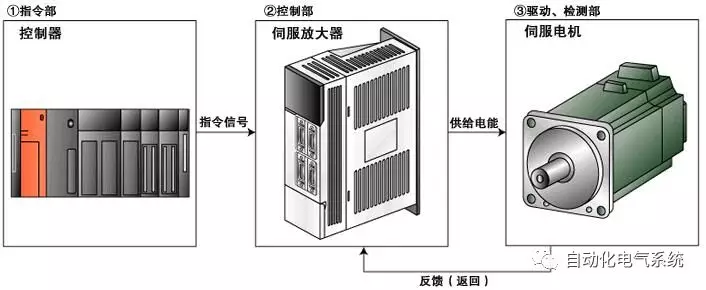
1.2定位系统的构成
精确定位控制的系统,又叫伺服系统。
伺服系统由伺服系统控制器、伺服放大器、伺服电机组成
简易运动单元构成的定位系统是指由可编程控制器CPU进行控制,轻松实现定位控制的智能单元。
QD77MS定位控制
1.3定位控制的大致设计
使用了QD77简易运动单元的定位系统大概设计如下
QD77MS系统全貌
1.4定位系统应用流程
1.5QD77MS系统安装个数
2.简易运动模块QD77的规格与功能
2.1QD77MS性能规格
2.2QD77MS与QD75MH的区别
QD77MS的功能分为主要控制功能、通用功能以及辅助功能三部分。参考教材3-6。
2.3QD77MS的功能
2.4与外部输入输出的接口
a)与外部输入信号/紧急停止输入信号的接口
b)手动脉冲发生器/INC同步编码器
2.5QD77MS与PLC的输入输出信号规格
2.6常用的缓冲存储器
QD77MS中有缓冲存储器,通过顺控程序进行读取、写入可实现高级控制,下面介绍常用的缓冲存储器
3.数据的种类
3.1QD77MS项目新建
3.2数据的种类
进行使用QD77MS控制时所需参数与数据包括“设置数据”、“监视数据”、“控制数据”三种
3.3QD77MS参数
3.3.1基本参数
3.3.2详细参数
3.3.3原点回归参数
3.4伺服参数
4.通过GXWorks2实施测试运行
4.1实习设备的系统构成
此次培训用实习设备由Q系列PLC实习设备,QD77MS简易运动模块,MR-J4-B伺服放大器及X-Y工作台构成
4.2自动刷新的设置
4.3通过GXWorks2实施测试运行
5.通过顺控程序实施1轴的定位运行
5.1操作指令
5.2手动控制
“手动控制”是不使用定位数据,根据来自于外部的信号输入进行任意定位动作的控制。“手动控制”有JOG运行、微动运行、手动脉冲器运行3种控制方式。
5.3原点复位控制
5.4定位控制
1)“定位控制”是使用简单运动模块中存储的“定位数据”进行的控制。
2)位置控制及速度控制等是通过该“定位数据”设置必要的项目后,通过启动该定位数据执行的。
3)“主要定位控制”的控制方式是在定位数据的设置项目“控制方式”中设置。
定义为“主要定位控制”的控制是根据“控制方式”设置进行如下所示的控制。但是,“控制方式”中设置的速度控制是对伺服放大器的指令中包括位置环路的速度控制。进行不包括位置环路的速度控制时,应使用“速度·转矩控制”。
黄色:插补控制的插补轴侧,因此不可设置
红色:必须进行设定的项目,未设定或出故障
灰色:无需设定(设置无效)
-:无需设定(设置无效)
5.5M代码输出功能
“M代码输出功能”用于执行对应M代码编号的辅助作业(停止夹紧或钻孔、更换工具等)
指令的功能。每轴中,M代码使用0-65535编号,附加到定位数据.
5.6动作暂时停止与再启动
·暂时停止:通过轴停止信号ON,停止原点复位控制、定位控制、JOG运行、
微动运行、手动脉冲器运行、速度·转矩控制等。
·重启指令:由于某种原因在途中停止了定位时(轴动作状态为“停止中”时),如果在
中设置“1”,将从停止位置开始向停止的定位数据的终点再次进行定位。
5.7定位控制中的速度更改
“速度更改功能”是以任意时机将控制中的速度更改为新指定的速度的功能。
更改后的速度直接设置到缓冲存储器中,并根据速度更改指令(速度更改请求)
或者外部指令信号执行速度更改。
5.8定长进给
·在“1轴定长进给控制(“控制方式”=定长进给1)中,使用1个电机进行设置的轴
方向的固定长度进给控制。
5.9速度控制
用于朝相同方向进行无止境的运行,如传送带、输送机等的控制。
在“1轴速度控制”(“控制方式”=正转速度1、反转速度1)中,沿着设置了定位数据的轴方向,连续输出“指令速度”中设置的速度的脉冲进行控制直至输入停止指令为止。
1轴速度控制有向正转方向启动的“正转速度1”和向反转方向启动的“反转速度1”2种。
5.10速度·位置切换模式
5.11位置·速度切换模式
6.通过顺控程序实施的2轴定位运行
6.1什么是插补控制
·插补控制注意事项
1)启动插补控制时,启动标准轴,无须启动插补轴
2)当运行模式指定为“连续定位控制”“连续轨迹控制”并进行插补控制时,须在所有的定位数据的控制方式中设置插补控制。
3)插补控制时的速度可指定为“合成速度”或“标准轴速度”中的一个。
6.22轴直线插补控制
6.32轴圆弧插补控制
6.4综合应用
·实验
实验内容:画出以下图形轨迹
·实验目的:1)掌握块启动
2)综合掌握直线与圆弧插补应用
7.通过顺控程序实施的同步运
7.1同步运行定义
7.2同步控制用模块介绍
7.3凸轮数据
凸轮动作
同步控制的输出轴作凸轮动作。有往复动作、进给动作、直线动作这三种模式。
·往复动作:在一定的凸轮行程范围内往复的动作
7.4凸轮自动生成功能
7.5自建凸轮数据
·凸轮数据分成行程比数据格式与坐标数据格式2种。
7.6直线动作凸轮数据
学习机器人、视觉、PLC、触摸屏、组态、变频器、伺服控制、传感器、气动等自动化技术,轻松成为优秀的自动化工程师。
自动化电气系统QQ群;60886850





